Stranggussknüppel

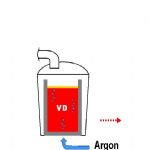
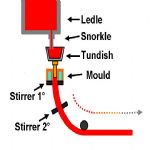
Die hochwertigen Vierkant-Stranggussknüppel von O.R.I. Martin Spa werden auch an Warmwalzwerke verkauft. Die Sekundärmetallurgie verfügt über eine Vakuumstandentgasung, die Stranggussanlage mit 10 m Gießradius, 1000 mm langen Kupferkokillen und Magnetrührspulen in der Kokille und im Strang gewährleisten eine hervorragende und gleichmäßige Qualität. Sämtlicher Stahl wird nur mit Tauch- und Schattenrohre zwecks Gießstrahlschutzes vergossen.
Länge:
3000 - 12000 mm
Querschnitt:
140x140 mm und 160x160 mm
Gewicht:
0,5 - 2,4 ton
Ori Martin Spa
via Cosimo Canovetti, 1325128 Brescia BSItalienTelefon: +39 030 39991/2/3Fax Nummer: +39 030 2000924
Ori Martin Spa
via Cosimo Canovetti, 13
25128 Brescia BS
ItalienTelefon: +39 030 39991/2/3
Fax Nummer: +39 030 2000924
Franchi Alberto
Italien
Telefon: +39 030 3999 205
Fax Nummer: +39 030 2000924
Petroboni Alberto
Italien
Telefon: +39 030 39991
Fax Nummer: +39 030 2000924
Lombardi Alessandro
Italien
Telefon: +39 030 3999214
Fax Nummer: +39 030 2000924
Tel +39 030 3999 214
Fax +39 030 2000924
alessandro.lombardi@orimartin.it